
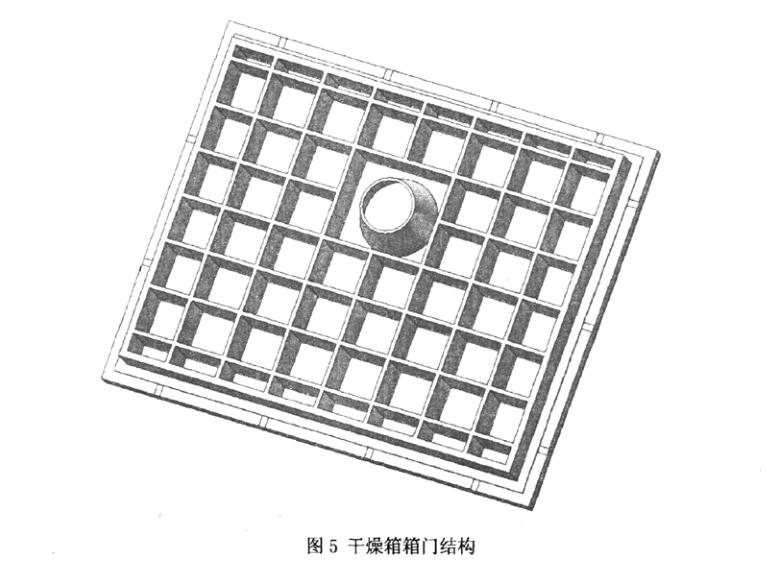
燥箱是由箱筒體(tǐ)同闭容器.做為(wèi)蒹汽灭菌犁球千机干燥箱的一部同样需满足强度和刚度的要求.在蒸汽灭菌和冻干过程的负压状态时部不得出现变形现象。箱的加强一般粟川如削所示的网状结蜘,其中的加强筋可(kě)以川削中所示的扁钢.也可(kě)刚字铜、槽钢等其他(tā)材料.加强筋的间距需根据箱體(tǐ)醴计压力计算确定。
普通球干机的干燥箱由于只在冻干过程中承受负压.箱的锁紧比较弈易,只需在门铰链的另一侧按装两个手柄预紧下.冻干的时候既可(kě)在外压的作用(yòng)F自行锁紧。而汽灭苗型的冻干机不仅要承受负压.而且在灭苗时还要承受o 132MPa以上的正压的作州,即灭茁时箱要承受由内向外的压力的作用(yòng),所以箱门锁紧机构的设计就显的非常重要,直接芙系到机器使用(yòng)过程的安全。目前冻干机箱的锁紧装置有(yǒu)如F几种:手柄和插销门。
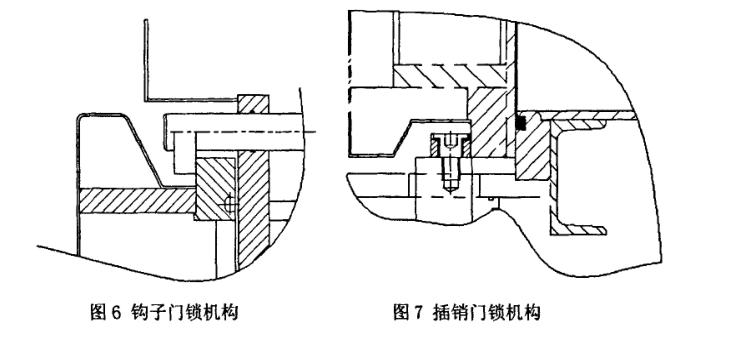
其中手柄门即在箱11的四周安装不同数茸的手柄,其手柄的数苗根据箱的大小(xiǎo)和箱内的压力计算而定,这种结构的锁紧装置最為(wèi)简单.但是由其锁紧完全靠人為(wèi)手动进行,对操作人员的身體(tǐ)条什要求较高,人机器时其顶部手柄的锁紧1常不便.而且由于箱和机器的控制柜分(fēn)处无菌事和技术宣,蒸汽灭菌般不是周个人,如果沟通不好的话有(yǒu)可(kě)能(néng)对无茁宣的撵作人员造成危险,所以此种结构现在使用(yòng)较少,而且一般仪川丁中小(xiǎo)剐的机器。钩子和插销则是现在比较常川的两种锁方式,如图6、例7所示.此两种门方式虽然操作原理(lǐ)有(yǒu)所不同,但其本质都是通过气缸驱动所有(yǒu)钩子或插销同时动作,以实现箱门的锁紧或开启,都属于快开门结构,我國(guó)《压力容器安全技术监察规程》中的第49条对压力容器快开门的安全性有(yǒu)专门的规定,所以钩子门和插销l、j的操作都必需有(yǒu)一套完整的联锁控制系统。
搁板是冻干时放置冻干制品的部件,冻干制品的干燥升华过程主要就是通过控制搁板的温度来实现的,所以搁板设计的好坏直接影响到冻干制品的质量和成品成分(fēn)的均匀性。搁板的技术要求和设计要点:
(1)表面光洁,其粗糙度小(xiǎo)于0.51xm。
(2)表面平整度小(xiǎo)于1mm/m。
(3)承内压能(néng)力不小(xiǎo)于0.3Mpa。有(yǒu)足够的强度和刚度,压塞时无显著变形。
(4)搁板工作温度范围+125一-55。C。
(5)稳定升华时,表面温差≤±1。C。
(6)搁板两侧和后面应设置档板。以免制品脱离搁板。
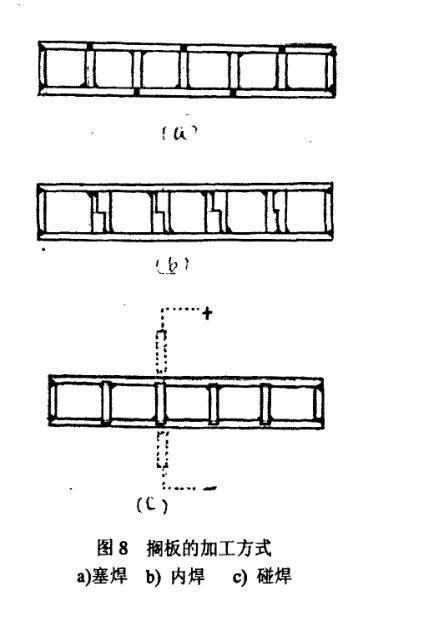
目前搁板按制作方法主要分(fēn)為(wèi)塞焊式、内焊式、碰焊式3种。如图8a.b.c.所示,(a)為(wèi)“塞焊”,即将导流隔条相问地分(fēn)别焊在下盖和上盖板上,构成两块形状相似方向相反的带导流板的盖板。将它们对合形成导流通道。在盖板上与导流隔条相应位置每隔一定距离钻一个孔,用(yòng)填焊的方法将盖板与隔条焊接起来。这种方式焊接时排渣较困难,因而焊接强度较难保证。另外板面上局部加热,可(kě)能(néng)造成热变形,搁板的平整度难以保证。图(b)是将每根导流隔条制成两根相互嵌合的隔条,分(fēn)别焊于上下两盖板上,成两块相似的盖板,将其相对嵌合后,再将周边焊接在一起即可(kě)。由于两盖板组焊前变形相似而方向相反,组焊后其变形量可(kě)以相互抵消一些,因而总的变形较小(xiǎo),且强度好,但:£艺较复杂。图c)是将隔条分(fēn)别焊于两底板上,制成结构相近,但方向相反的底板。将其相对压合在一起用(yòng)大電(diàn)流電(diàn)阻焊焊合相近,但方向相反的底板,将其相对压合在一起,用(yòng)大電(diàn)流電(diàn)阻焊焊合起来,此种结构板面总的变形也较小(xiǎo),自动化程度较高,是一种较為(wèi)先进的加工方法,但是因在熔点处板面有(yǒu)熔化,冷却后搁扳表面略有(yǒu)凹坑,增加了表面平整的加工量。此外,由于熔点除承受内压外还需承受变形力,加之熔点承力面较小(xiǎo),因此要有(yǒu)足够多(duō)和足够大的熔点。http://www.zhenghangsy.net
